摘要:本文簡述了天津鋼鐵有限公司動力廠28000Nm3/h制氧空分裝置中氮氣縮機在實際用戶管網用氣量很不穩定情況下,采用DCS自動控制的原則、實施方法。詳細介紹了基本控制、防喘振保護控制等氮壓機主要控制的內容。
關鍵詞:28000Nm3/h空分設備;氮壓機;防喘振控制;起動及事故邏輯聯鎖;出口壓力控制。
1:控制原則
氮壓機的基本控制要求是在保證安全平穩運轉的前提下充分利用氮壓機允許的工作區,讓機組工作在工藝要求的壓力和用量變化范圍內,工況穩定可靠,操作方便,自動化程度高。氮壓機的工作狀態盡可能地對操作人員開放,便于故障分析和操作,有較長的歷史趨勢可查。
由于實際用戶管網用氣量很不穩定,當用戶使用氮氣時,用氣量在兩分鐘內由0NM3/H躍升至20000NM3/H,而當用戶不使用氮氣時,用氣量也會很快地由20000 NM3/H降至0NM3/H。
2: 控制方案
由于一期12000NM3/H空分裝置壓縮機機組全部由機組自帶的控制系統(PLC)控制,采用通訊的方法,將機組的主要參數傳送到DCS,在DCS操作站上僅僅進行顯示,達到監察的目的。
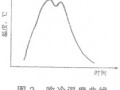
雖然PLC的掃描速度快,對保護有利。但其存在著PLC的安全可靠性不如DCS,人機界面較差,機組工作狀態對操作人員透明程度低,用戶難以深入了解和理解控制方案,現場修改困難,歷史趨勢記錄功能較差等缺點。鑒于以上情況28000NM3/H空分裝置中壓縮機組均采用DCS自動控制,壓縮機只配備必要的現場儀表、探頭和傳感器,現場不設機旁儀表盤,由中控室DCS(采用YOKOGAWA CENTUM CS3000系統)控制整個機組,以充分發揮DCS系統的功能和優勢。該方法要求設計人員熟悉壓縮機組的原理、性能和操作過程。控制方案可以在設計組態和調試過程中不斷修改,可以做得非常完善。特別是人機界面非常友好和清晰,在DCS系統中,可以做到控制線、喘振線、工作點、控制點和喘振點隨著各級入口溫度、機組入口和出口壓力的變化自動補償并動態顯示(如圖1中的1、2和3點)。操作工對機組的運行狀況如工作點位置、控制點位置、喘振點位置一目了然,且對起動過程中各過程參數的變化心中有數。歷史趨勢記錄功能極強,便于分析起動過程和故障,實時修改控制參數或控制方案。
與主壓縮機相比,氮壓機與工藝過程聯系得更緊密,有些參數在調試過程中要經常改動,所以氮壓機的控制在中控室DCS系統上實現更為必要,同時實現難度也相當高。
3: 氮壓機的主要控制內容
3.1 基本控制
根據工藝的要求,氮壓機控制采用了恒壓控制,這是機組最基本的工藝控制。其余的控制如防喘振控制、電機過載保護控制、自動加載起動和事故聯鎖保護停車控制等均是為了機組的安全運行而設。
3.2 防喘振保護控制
防喘振控制是氮壓機控制的核心部分。氮壓機產生喘振的直接原因是由于氮壓機進口流量與出口壓力不匹配,造成氮壓機軸向低頻大振幅周期性氣流震蕩。喘振使氮壓機的性能惡化,氣流參數(壓力、流量)產生大幅波動,噪聲和震動加劇,嚴重時足以損壞氮壓機。因此防喘振控制是一個重要的安全控制,防喘振系統就是通過調節入口閥開度和旁通閥開度來控制氮壓機的流量和出口壓力,目的是使氮壓機工作點始終處在限定的范圍內,而不進入喘振區,以確保機組的安全運行。它的保護范圍為機組的整個工作范圍,一般來說氮壓機防喘振控制的對象是放空閥。
由于本套氮壓機只在送出管道上設計了一個電磁流量計,而放空管道上沒有流量監測,并且入口管道上也未設計流量監測儀表,設備在防空時,造成流量測量不完全。鑒于現場實際情況,采用氮壓機電機電流與末級出口壓力進行監測實現防喘振控制。
氮壓機的防喘振線在現場試車過程中實測出來,考慮到系統的動態特性,喘振發生得非常快,控制系統必須能識別喘振極限線有否被越過,對控制系統掃描周期有較高要求,因此在現場與廠商試車人員取得共識,在喘振線右側設定一條控制線,其形狀與喘振線一致,但與控制線相距10%的電流量程值(該距離越小,放空閥打開的機會就越少,能量損失越少,但對控制系統、閥門的響應時間要求越高,該距離越大,放空閥打開的機會就越大,越能保證機組的安全,但能量損失越大)。
喘振曲線示意圖如圖1:
喘振曲線示意圖
圖中虛線喘振線為理論喘振曲線,實際程序設計中采用“三線法”計算喘振曲線值,三線如圖a、b、c所示,數學模型分別為: y1=k1*x1+a、y2=k2*x2+b、y3=k3*x3+c
控制中,當壓力一定時,即y值一定時,取三方程式中x最小值為喘振電流值;當電流一定時,即x值一定時,取三方程式中y最大值為喘振壓力值,并由喘振壓力值計算得到喘振報警值。喘振曲線由控制程序根據設備實際運行狀況動態計算得到。
3.3 電機過載保護
為防止電機過載,設置了電機過載保護。當電機電流超過額定值時,電機過載保護調節器(IC2311)開始與原出口壓力調節器(PIC1051)同時疊加在一起,調整氮壓機人口閥的開度,保護電機不過載。
3.4 出口壓力過高保護控制
對于恒壓控制的氮壓機,入口閥開度的調整還不能使出口壓力穩定在設計值而繼續升高并達到某一值時,出口壓力過高保護調節器(PC1051)開始起作用,與防喘振調節器(PDC1055)一起調整放空閥的開度,保護出口壓力不再升高。
3.5氮壓機啟停條件及過程的邏輯控制設計
3.5.1 在相關的工藝或機械條件全部滿足后,氮壓機啟動邏輯條件滿足,送現場電機勵磁柜允許啟動信號,在這個邏輯里,包括了油壓聯鎖邏輯即副油泵的自動起動邏輯以及軸振動聯鎖在起動過程中的解除。在啟動過程中機組的振動應用了測振儀的報警倍增功能,在起動過程使機組的振動和位移既在安全監控范圍內又能順利地渡過臨界區,完成起動過程。
氮壓機起動前,先判斷起動條件是否滿足。
氮壓機的起動條件是:入口閥處于起動位置、放空閥全開、電控正常、無聯鎖停車事故、油溫達到起動溫度、油壓正常、冷卻水流量正常、重新起動時間限制已到上述起動條件滿足,機旁柜允許起動信號燈亮,電機允許起動。電機起動后,測振儀報警倍增30秒。需要注意的是,如果振動值超過了二倍增,氮壓機在報警兩倍增時間內仍然聯鎖停車。30秒后,報警倍增解除。在氮壓機同步運轉后,氮壓機開始自動加載。
開車前電控要將輔油泵轉換開關打到自動位置,先開輔助油泵提供油壓。電機同步運行以后,齒輪泵運行起來,延時60秒停輔油泵。當供油總管壓力低于設定值(0.126MPa)或電機停車時,DCS自動起動輔助油泵。
3.5.2 氮壓機停車邏輯(NTCSTOP)
當機組出現任何一個重要的工藝參數(比如振動或位移,軸承溫度等)超限或機組故障時,將緊急停車,以確保機組的安全。事故停車處理后再起動時,必須經人工確認。停車邏輯的結果是電機停車,放空閥快速全打開,氮壓機入口閥全關,在空分裝置預冷系統或分子篩純化系統發生故障時,聯鎖的動作是卸載,即放空閥全開,氮壓機入口閥均在最小位置(設置在10%),電機不停車,機組在小負荷下工作。
機組正常停車的卸載、卸壓和停車操作由操作員在中控室DCS空壓機流程圖上實現。
下列事故只要發生一個,氮壓機立即停車,它們是:
各級軸振動: VXIAS1568、VYIAS1568、VXIAS1569、VYIAS1569、VXIAS1570、VYIAS1570、VXIAS1571、VYIAS1571、VXIAS1572、VYIAS1572
電機軸承溫度: TIAS1590、TIAS1591
氮壓機定子線圈溫度: TIAS1592、TIAS1593、TIAS1594
供油總管油壓: PIAS1589
供油總管溫度: TIAS1588
吸入壓力: PIAS1550
密封氣壓力: PSLL1554、PSLL1556、PSLL1558、PSLL1560
停車動作是:氮壓機電機停車、放空閥V1566全開、入口閥關至8%、輔助油泵起動。
控制室的緊急停車按鈕用于在中控室緊急停氮壓機。
在正常情況下,如果要停氮壓機,應該先輕載氮壓機(放空閥與入口閥配合操作),輕載后,用氮壓機氣路圖上的“停氮壓機”按鈕停車。
3.5.3 氮壓機的起動、自動加載、自動恢復
氮壓機可在就地電控柜或中控室起動。
如果在中控室起動,須將就地的起動轉換旋鈕旋至“自動”,在收到電氣的允許儀控起動氮壓機信號后,由操作員在氮壓機起動流程圖中用“起動氮壓機”按鈕來起動氮壓機。
電機允許加載信號到來時,氮壓機的入口閥將由起車位置8%跳變到最小開度15%。入口閥跳變到15%,并且由爬坡器將入口閥開度繼續開大的同時,由爬坡器將放空閥從100%開始關閉。當排氣壓力打到設定值時,恒壓控制器投入自動,入口閥將處于自動控制狀態;當電機電流小于防喘振控制線時,防喘振控制器投入串級,放空閥將處于自動控制狀態。然后操作員可以修改壓力設定值,使氮壓機運行在額定壓力,到此,氮壓機起動完畢,操作員可以開送氣閥向氮氣管網送氣,需要注意的是,送氣閥必須緩開,關閉時必須緩關。
當氮壓機的控制投入自動后,嚴禁操作員將入口閥的恒壓控制器及防喘振控制器投入手動。
另外,還設置了防超壓控制器PICA1566,如果排氣壓力高于設定值,放空閥將開啟卸壓。還設置了電機過流保護,如果電機電流高于設定值,入口閥將關小,降低氮壓機負載。
遇到下面幾種情況之一,氮壓機將輕載:
排氣壓力超高,大于2.5MPa;氮壓機喘振;操作員通過HS1503強制氮壓機輕載。
輕載動作:入口閥限位至15%,放空閥全開在故障消除后,操作員可通過氮壓機氣路圖上的“恢復加載”按鈕來自動恢復加載氮壓機,過程與起動時相同。
4:加載過程及卸載程序
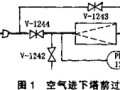
機組廠商為了避免誤操作、減小操作強度,要求采用自動起動機組的方式。在自動起動時不允許人為操作,僅當起動完成或機組已投入正常運行后,操作工可以進行卸載、卸壓的操作,即:入口閥只能在原來的開度基礎上進行關小的操作(設置入口閥安全手操器HC1051),放空閥只能在原來的開度基礎上進行開大的操作(設置了防喘振閥安全手操器HC1055),限制操作工只能向安全方向操作避免誤操作是有實際意義的。入口閥控制方案見
圖2,防喘振閥控制方案見圖3。

圖2:入口導葉控制示意圖

圖3:防喘振閥控制示意圖
另外,由于本機組入口閥為碟閥,其動作特性遠低于導葉閥,所以適量的控制調節器輸出閥門的開度極限及PID參數,也為防喘振控制起到了很大的幫助。
在試車過程中,后續工況的不穩定導致氮壓機的運行工況變化很大,氮壓機的邏輯控制方案有效的避免了機組進入喘振區,既保證了機組安全運行,同時也避免了氮壓機的頻繁停車,保障了工藝生產的連續性;生產運行實踐證明該控制方案是有效和可靠的。
作者簡介:劉震,男,籍貫天津市,大專學歷,主要從事制氧機DCS控制系統組態維護及在線儀表閥門維護工作。