安鋼制氧廠2#14000m3/h制氧機于2001年4月1日開始安裝,預計8月底投產。該套設備由中國空分設備公司成套,空氣冷卻系統、分子篩系統和空氣分餾系統,由四川空分設備公司設計制造;DH-90透平空壓機由沈陽鼓風機廠生產,氧氣透平壓縮機由杭州制氧機廠生產;5000m3/h氮壓機和15000m3/h氮壓機由美國英格索蘭(INGERSOLL-RAND)公司生產;兩臺柱塞式中壓液氬泵和兩臺離心式循環液氬泵由法國CRYOSTAR公司生產;另外,還包括中國空分設備公司設計的六個共675m3的液體組合儲罐。儀控系統采用霍尼韋爾公司(HONEYWELL)最新的集散控制系統TPS,配有三臺操作站(GUS)和三臺遠程監視站(即PC機)。站區工程由武漢鋼鐵設計研究總院設計,循環水泵房采用了PLC控制,球罐區新增400m3的氧氣球罐兩臺和200m3的氬氣球罐一臺。
一、 2#14000m3/h制氧機空分裝置的特點
2#14000m3/h制氧機采用全低壓分子篩吸附、增壓透平膨脹機制冷、全精餾無氫制氬、氧氣外壓縮、氬氣內壓縮的工藝流程。整個工藝流程先進,技術成熟、運行可靠,操作方便、安全低耗。
1. 預冷系統取消冷水機組,利用氮氣進入水冷塔降低冷卻水溫度。空冷塔結構上采用了可靠的防液泛措施。
2. 氬氣產品采用液體內壓縮后再汽化的方式輸送。
3. 設計時考慮了液體回灌分餾塔措施,縮短啟動時間。
4. 裝置具有變工況運行和變負荷能力,變負荷范圍為80% -110%。
5.在系統中設置了液氧自循環系統,主冷凝蒸發器的通道采取了特殊結構,防止乙炔在液氧中積聚,確保主冷凝蒸發器和系統的安全。
6. 上塔、粗氬塔、精氬塔采用規整填料。
7. 從分餾塔下塔引出流量為600Nm3/h的壓力氮作為氧氣透平壓縮機的密封氣。
8. 利用備用膨脹機和管網中壓氮氣生產低溫液體。
二、2#14000m3/h制氧機空分裝置主要技術參數
壓縮空氣(出空壓機系統的空氣參數):
出口流量 75500Nm3/h(0℃,101. 325Kpa,干空氣)
出口壓力 0. 62Mpa
出口溫度 98.2℃
加工空氣:
進分餾塔流量 74750 Nm3/h
進分餾塔壓力 0. 5Mpa(G)
進分餾塔溫度 25℃
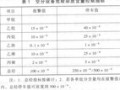
分餾塔系統性能指標:
五種工況列表如下頁:
工況Ⅰ
|
產品名稱 |
產量Nm3/h |
純 度 |
出冷箱壓力/溫度 Mpa(G)/℃ |
備 注 |
|
氧氣 |
15100 |
99.6%o2 |
0.020/20 |
|
|
液氧 |
150 |
99.6%o2 |
0.14/-197 |
|
|
氮氣 |
15000 |
≤10ppmo2 |
0.008/20 |
|
|
液氮 |
0 |
≤10ppmo2 |
0.46/-189 |
|
|
液氬 |
540 |
≤2ppmo2, ≤3ppmN2 |
0.16/-183 |
|
工況Ⅱ
|
產品名稱 |
產量Nm3/h |
純 度 |
出冷箱壓力/溫度 Mpa(G)/℃ |
備 注 |
|
氧氣 |
14220 |
99.6%o2 |
0.020/20 |
|
|
液氧 |
400 |
99.6%o2 |
0.14/-197 |
|
|
氮氣 |
15000 |
≤10ppmo2 |
0.008/20 |
|
|
液氮 |
0 |
≤10ppmo2 |
0.46/-189 |
|
|
液氬 |
510 |
≤2ppmo2, ≤3ppmN2 |
0.16/-183 |
|
工況Ⅲ
|
產品名稱 |
產量Nm3/h |
純 度 |
出冷箱壓力/溫度 Mpa(G)/℃ |
備 注 |
|
氧氣 |
14250 |
99.6%o2 |
0.020/20 |
|
|
液氧 |
400 |
99.6%o2 |
0.14/-197 |
|
|
氮氣 |
15000 |
≤10ppmo2 |
0.008/20 |
|
|
液氮 |
350 |
≤10ppmo2 |
0.46/-189 |
|
|
液氬 |
0 |
≤2ppmo2, ≤3ppmN2 |
0.16/-183 |
|
|
氬氣 |
520 |
≤2ppmo2, ≤3ppmN2 |
3.0/-183 |
內壓縮 |
工況Ⅳ(液體工況)
|
產品 名稱 |
最大液氧工況 |
最大液氮工況 |
純 度 |
出冷箱 壓力/溫度 Mpa(G)/℃ |
|
產量Nm3/h |
產量Nm3/h |
|||
|
氧氣 |
13050 |
13700 |
99.6%o2 |
0.020/20 |
|
液氧 |
830 |
150 |
99.6%o2 |
0.14/-197 |
|
氮氣 |
15000 |
15000 |
≤10ppmo2 |
0.008/20 |
|
液氮 |
0 |
790 |
≤10ppmo2 |
0.46/-189 |
|
液氬 |
470 |
450 |
≤2ppmo2, ≤3ppmN2 |
0.16/-183 |
本工況下兩臺膨脹機同時工作,均以空氣為介質。液氧工況和液氮工況不同時生產。
工況Ⅴ(最大液體工況)
|
產品 名稱 |
最大液氧工況 |
最大液氮工況 |
純 度 |
出冷箱壓力/溫度 Mpa(G)/℃ |
備 注 |
|
產量Nm3/h |
產量Nm3/h |
||||
|
氧氣 |
14150 |
15000 |
99.6%o2 |
0.020/20 |
|
|
液氧 |
1030 |
150 |
99.6%o2 |
0.14/-197 |
|
|
氮氣 |
15000 |
15000 |
≤10ppmo2 |
0.008/20 |
|
|
液氮 |
0 |
960 |
≤10ppmo2 |
0.46/-189 |
|
|
液氬 |
530 |
520 |
≤2ppmo2, ≤3ppmN2 |
0.16/-183 |
|
本工況下,兩臺膨脹機同時工作,其中一臺膨脹機以空氣為介質,另一臺膨脹機以用戶提供的8000m3/h,1.0Mpa(G)的中壓氮氣為介質。最大液氧工況和最大液氮工況不同時生產。
注:⑴ 工況Ⅰ為考核工況。
⑵ Nm3/h為0℃,0. 1013Mpa(A)下體積流量,簡稱為標態(以下同)。
運轉周期(二次大加溫間隔時間)二年以上;裝置加溫解凍時間約36小時;裝置啟動時間(從膨脹機啟動到氧氣純度達到指標)約36小時;變工況范圍80—110%。
三、2#14000Nm3/h制氧機工藝流程
原料空氣經過濾器去除其中的機械雜質及塵埃,由空壓機壓縮至0.62Mpa(A)左右進入空氣預冷系統中的空氣冷卻塔,被水冷卻和洗滌。空氣冷卻塔采用循環冷卻水和經水冷塔冷卻的低溫水冷卻,空氣冷卻塔頂部設有游離水分離裝置,以防止工藝空氣中游離水分被帶出冷卻塔。
從空氣冷卻塔出來的14.5℃左右的工藝空氣,進入分子篩純化系統。分子篩純化系統的吸附器吸附空氣中的水分、二氧化碳、碳氫化合物等雜質。兩只吸附器為臥式雙層床結構,下層為活性氧化鋁,上層為分子篩,兩只吸附器切換工作,一只吸附,另外一只再生,再生氣來自冷箱中的污氮氣,并經過電加熱器加熱。吸附器的切換周期為4小時,可定時自動切換。經由吸附器純化后的空氣水含量在-65℃露點以下,CO2≤1ppm。
經過純化的空氣大部分進入冷箱內的主換熱器,被返流氣體冷卻到接近液化溫度(-173℃)后,進入下塔底部,進行第一次分餾。在精餾塔中,上升氣體與下流液體充分接觸、傳熱傳質后,上升氣體中的氮濃度逐漸增加。純氮進入下塔頂部的主冷凝蒸發器被冷凝,同時主冷凝蒸發器中的液氧蒸發汽化;一部分液氮作為下塔的回流液,其余液氮經過冷、節流后送入上塔。在下塔底部產生的液空經過冷、節流后進入上塔,經再次精餾,得到產品氧氣、產品氮氣和污氮。
另一股純化空氣進入增壓機提高壓力,經冷卻器冷卻,然后進入冷箱內的主換熱器,被返流氣體冷卻到-107℃左右進入透平膨脹機。這股空氣經膨脹制冷后,在熱虹吸蒸發器中與來自液氧吸附器的液氧換熱,再進入上塔參與精餾。
在最大液體工況下,從用戶中壓氮氣管網引出一股約8000Nm3/h、1.0Mpa(G)的氮氣去增壓機增壓并冷卻后,送入中壓換熱器,被冷卻到-115℃左右。其中的大部分氮氣進入膨脹機進行膨脹制冷,少部分氮氣繼續冷卻液化并經節流后進入下塔,膨脹后的氮氣返回氮換熱器復熱后進入用戶低壓氮氣管網。
氬提取采用全精餾無氫制氬的最新技術。從上塔中部的適當位置引出氬餾份,并送入粗氬塔Ⅰ進行精餾,降低氧含量;粗氬塔Ⅰ的回流液是由粗氬塔Ⅱ底部引出的并經液氬泵壓縮的液態粗氬。從粗氬塔Ⅰ頂部引出的氣體進入粗氬塔Ⅱ并在其中進行深度氬氧分離,經過粗氬塔Ⅱ的精餾,在粗氬塔Ⅱ的頂部產生含氧量≤2ppm的粗氬氣。粗氬塔Ⅱ的頂部裝有冷凝蒸發器,從過冷器后引出的液空經節流后送入其中作為冷源,絕大部分的粗氬氣經冷凝蒸發器后作為粗氬塔Ⅱ的回流液;其余部分由粗氬塔Ⅱ頂部引出并送入精氬塔。精氬塔的底部裝有一臺蒸發器,從下塔頂部引出的中壓氮氣做熱源使液氬蒸發,同時氮氣被液化。在精氬塔的頂部裝有冷凝器,從過冷器后引出的v部分液氮作為冷源,使絕大部分上升氣體被冷凝成液體,作為精氬塔的回流液,經過精氬塔的精餾,在精氬塔的底部得到純度為99.999%Ar的精液氬,即產品液氬。
為降低產品能耗,采用冷箱內液體泵壓縮、換熱器汽化的輸送方式,液氬在冷箱內經液氬泵加壓并汽化到3.0Mpa(G),送入管網。
出冷箱的低壓氧氣經氧氣透平壓縮機壓縮到2.94Mpa (G)后送入管網。低壓氮氣經15000Nm3/h氮氣透平壓縮機壓縮到1.0Mpa (G)后送入管網。另有部分管網低壓氮氣經5000Nm3/h氮氣透平壓縮機壓縮到2.5Mpa (G)后送入管網。一部分污氮經電加熱器加溫后去分子篩純化系統作為再生氣源,另一部分污氮氣與富余的純氮氣匯合后去預冷系統作為冷源。
從冷箱出來的液氧、液氮、液氬經真空絕熱管道分別輸入三個200m3的常壓平底儲罐貯存備用,并配置了三個25m30.8MPa的增壓罐。低溫液體可由200m3 的低壓儲罐和25m3增壓罐分別向槽車充灌。