空壓機---大型內壓縮流程空分設備的安全探討
在20世紀80年代初主要是由于大型合成氨工程的上馬,由德國Linde公司引入我國。到了90年代隨著我國大型冶金、石化企業的發展,相繼引進了一批大型內壓縮空分設備。2001年后內壓縮的工藝流程形式已經取得了飛速的發展,空氣凈化采用分子篩吸附,制氬采用了全精餾無氫制氬流程。同時這種新的流程形式也得到了國內冶金、石化企業的普遍關注,正是由于內壓縮流程的一些新穎的特點,如用增壓空氣壓縮機+ 液氧泵+中壓換熱器取代了較為復雜的氧透,在客觀上為制氧行業提供了—個新的流程選擇形式。 內壓縮流程絕大部分是空氣增壓流程,在這類流程中根據用戶的不同需要可分為兩種形式:一種是膨脹空氣進上塔,另一種是膨脹空氣進下塔。 空分的設計安全性是第一的,有了安全的保障,才能去談空分性能的先進性。常規的外壓縮空分設備最不安全的因素在主冷和氧透,在這方面主要采取措施是排放1%的液氧及定期分析液氧中的碳氫化合物和乙炔的含量。而內壓縮空分設備,用“增壓空氣壓縮機+ 液氧泵+中(高)壓換熱器”取代了較為復雜的氧透,因此內壓縮流程空分設備最不安全的因素在主冷和板式主換熱器。筆者參加了柳鋼15000內壓縮空分裝置、舞鋼10000內壓縮空分裝置、柳鋼28000內壓縮空分裝置的設計、安裝和調試,現在就內壓縮流程空分裝置的安全做一些探討。
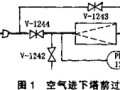
1 內壓縮空分流程
2 安全防爆機理
2. 1 燃爆三要素分析 (1)可燃組分與堵塞組分 可燃組分主要是乙炔等碳氫化合物.乙炔最危險,乙炔在液氧中的溶解度很低(5.6×10-6),很容易以固態析出并引爆。 堵塞組分主要是二氧化碳、水分和氧化亞氮等,它們本身雖不可燃,但結晶析出后易堵塞主冷通道,造成主冷“干蒸發”和“死端沸騰”,進而造成乙炔等碳氫化合物可燃組分濃縮、積聚、析出,引發主冷燃爆事故。尤其是氧化亞氮的危害,日漸引起關注。1997年12月25日之夜,由法國液化空氣公司制造的馬來西亞賓特魯殼牌石油公司80000m3/h空分主冷爆炸,空分設備全毀,傷12人,損失慘重,世界震驚。這次事故后,氧化亞氮做為堵塞組分開始引起空分行業的重視: 氧化亞氮在主冷凝蒸發器濃縮析出,堵塞氧通道,容易引起碳氫化合物的“干蒸發”與“死端沸騰”,造成主冷凝蒸發器爆炸。
(2)主冷凝蒸發器和主換熱器內的液氧,是強氧化劑。
(3)引爆源有多種因素構成:
①爆炸性雜質固體微粒的機械撞擊引爆,如液氧中析出的固態乙炔微粒互相摩擦、與器壁摩擦、受液氧沖擊等;
②靜電放電引爆,液氧中含有的微量冰粒、固態二氧化碳會產生靜電荷,二氧化碳含量提高到 (200—300)×10-6時,產生靜電壓可達3000V;
③化學敏感性特強的物質(如臭氧和氮的氧化物等)引爆;
④氣流沖擊、壓力沖擊、氣蝕現象引起的壓力脈沖,造成局部壓力升高而溫度升高引爆。
2. 2 安全防爆原則 清除和防止乙炔等碳氫化合物可燃組分和二氧化碳、水分、氧化亞氮等堵塞組分的積聚,消除激發能源即多種引爆因素,是安全防爆的原則。
3 內壓縮流程設備的安全因素分析