
高低溫膨脹機是氧氮液化裝置的核心裝備。長期運行后,低溫膨脹機因運行環境導致其本身 機械性能改變,按照常規開機操作設備導致轉子失穩高振動跳機的異常情況。通過數據分析,技術人員總 結歸納出現操作手冊之外的“過臨界轉速”區間,后續采取了一些方法與措施,確保了該裝置得以安全平 穩運行。
【關鍵詞】高低溫膨脹機;臨界轉速;止推溫度;噴嘴;轉子
某公司從 2005 年開始使用法國科萊斯達低溫 設備(杭州)有限公司(以下簡稱“CRYOSTAR”) 制造的增壓透平膨脹機,型號 2TC120/32-AS,隨著 公司規模的不斷發展,該機型陸續增加至 2 臺套, 在中國市場 CRYOSTAR 同類型設備運營也有多 套。
2TC120/32-AS 機型結構布局緊湊,效率高,噪 音低。作為氣態氧氮液化裝置的關鍵核心設備,我 們在確保膨脹機長周期安全穩定經濟運行與設備 維護保養方面,取得了一些經驗,分享討論如下。
1、2TC120/32-AS 型膨脹機組簡介
該套 2TC120/32-AS 型膨脹機包括進出口過濾 器、高溫增壓膨脹機本體、低溫增壓膨脹機本體、 快速切斷系統、冷卻器系統、潤滑油站、儀控系統、 防喘振系統等七大部分組成。
1.1 2TC120/32-AS 型膨脹機高溫段技術參數
1) 一體化機殼;
2)單機為單軸形式,一端驅動膨脹端,另一端制 動增壓端;
3)級間共一臺臥式中間冷卻器分別安裝在高溫膨 脹機增壓端出口;
4)高溫膨脹機
增壓端:
入口壓力為 2.697MPa(A);出口壓力為 4.147MPa (A);流量為 34000Nm3/h;效率為 81.0%;轉速 37400rpm;
膨脹端:
入口壓力為 2.685MPa(A);出口壓力為 0.569MPa (A);流量為 22500Nm3/h;效率為 88.5%;轉速 37400rpm;
1.2 2TC120/32-AS 型膨脹機低溫段技術參數
1) 一體化機殼;
2)單機為單軸形式,一端驅動膨脹端,另一端制 動增壓端;
3)級間共一臺臥式中間冷卻器分別安裝在低溫膨 脹機增壓端出口;
4)低溫膨脹機
增壓端:
入口壓力為 4.105MPa(A);出口壓力為 5.591MPa (A);流量為 33900Nm3/h;效率為 81.0%;轉速 31400rpm;
膨脹端:
入口壓力為 5.530MPa(A);出口壓力為 0.578MPa (A);流量為 23500Nm3/h;效率為 86.5%;轉速 31400rpm
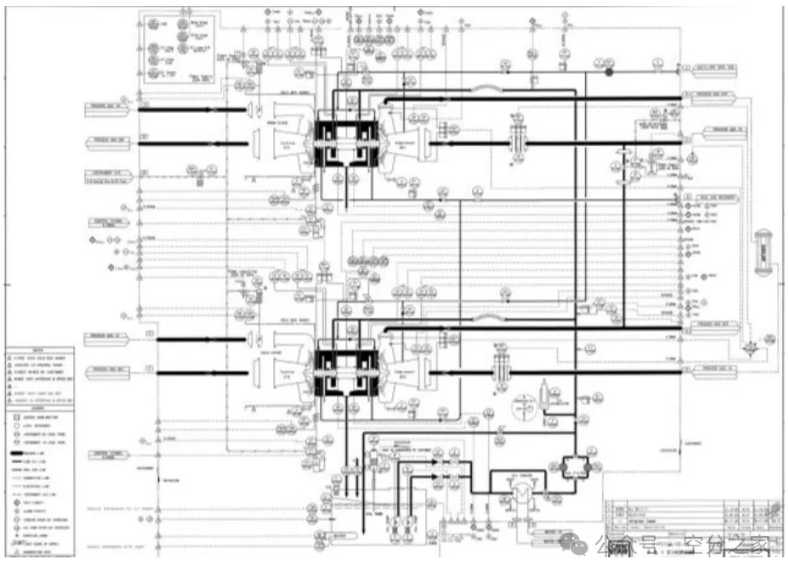
1.3 2TC120/32-AS 型膨脹機主要流程(圖 1)
1.4 2TC120/32-AS 型膨脹機主機主要結構(圖 2)
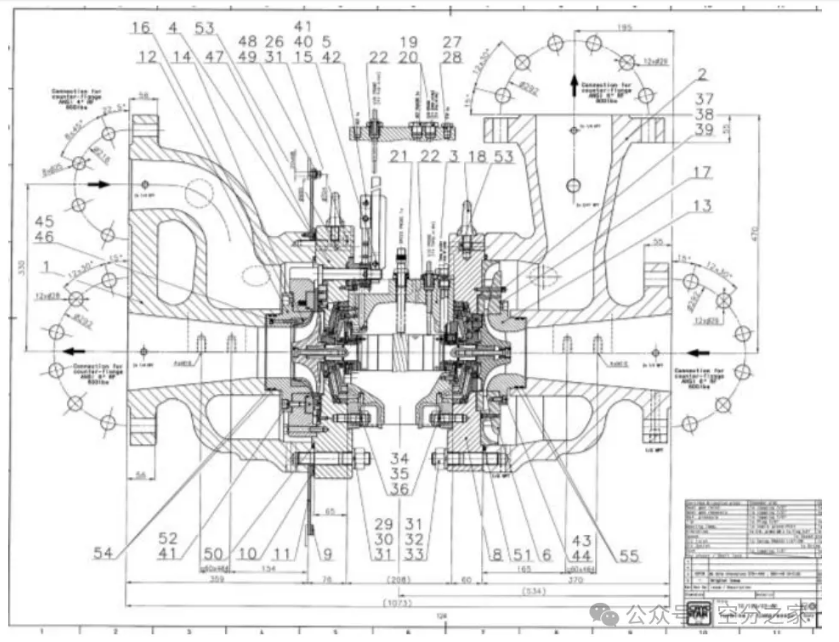
圖 2 2TC120/32-AS 型膨脹機截面圖
1)膨脹端;
2)增壓端
3)主機殼
2、某次開機異常情況和改進措施
在近 15 年運行 2TC120/32-AS 型膨脹機的過程 中,從未發生較大以上影響生產的設備事故,該機 型總體運行情況良好。在 2017 年 4 月 30 日我們遇 到了一起開機異常情況,我們通過大數據分析,對 該設備開機操作模式進行了調整,確保了順利開 機,具體情況及處理辦法如下:
2.1 2017 年 4 月 30 日開機異常過程描述
1)第一次振動高自停:
2017 年 4 月 30 日 7:55 二 號 液 化 裝 置 2TC120/32-AS 型膨脹機組因高溫機增壓端軸振高 連鎖自停,自停前高溫膨脹機進口溫度-19.2℃,出口 溫度-103.8℃,各項機械性能指標正常。經人員檢 查軸振動檢測線路及檢測元件正常,為了避免設備 本身機械故障,盲目二次開機造成事故擴大化,維 修人員將高溫膨脹機增壓端入口短管拆除,對設備進行盤車并對葉輪外觀進行檢查,各項機械檢查均 正常。因沒有發現明顯故障點,經討論決定再次開 機。
2)第二次振動高自停:
當日 21:30 第二啟動液化膨脹機,操作人員按 正常操作對膨脹機進行加負荷升速,當高溫膨脹機 轉速突破臨界轉速,達到約 32000rpm 時高溫膨脹 機膨脹端軸振動值在一分鐘之內達到高連鎖停機 值,異常停機。
3)第三次振動高自停:
考慮到開機升速期間各項機械性能指標正常, 僅安排儀控人員對高溫膨脹機兩個振動前置放大 器進行備件更換,處理后于當日 23:38 第二次啟動 膨脹機,當高溫膨脹機轉速達到 28000rpm 時再次 發生振動高連鎖自停事件。
4)優化操作后第三次開機正常
根據 4 月 30 日整改開停機事件分析,并結合 各項機械數據指標(振動、軸溫、油壓、油溫、負 載等),該公司設備專家初步判斷,該高溫膨脹機 轉子因 2017 年年初大修更換主軸后,雖然進行過 動平衡調教,但運行數月后動態平衡發生了變化, 導致該機加載升速在一定轉速區間時轉子失穩。分 析大數據后設備專家考慮到當日前面幾次開機時 各項機械指標正常,排除軸承問題,認為目前高溫 膨脹機新出現了臨界轉速區,通過優化操作能夠解 決該問題。經與工藝人員磋商優化操作程序后,于 2017 年 5 月 1 日 1:40 第三次啟動該膨脹機組,過 新出現的臨界轉速時在一分鐘內提升轉速超過 32000rpm 后,順利越過振動異常區,后續轉為正常 操作,整體液化裝置 2:00 液氮液氧合格進罐。
2.2 開機過程高振動異常區域原因分析
結合 2017 年 4 月 30 日開機過程趨勢圖(圖 3), 并復盤當天運行狀態,我們就造成此次振動異常轉 子失穩的原因進行了如下總結:
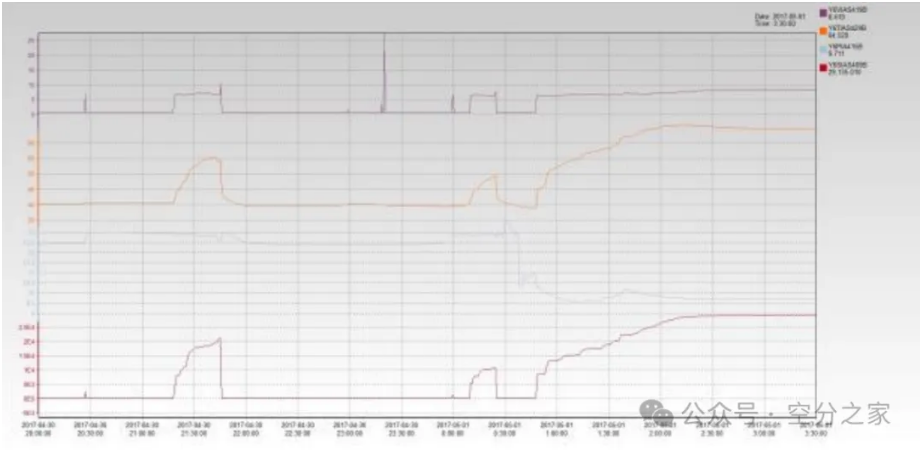
圖 3 2017 年 4 月 30 日幾次開機過程趨勢圖
1)第一次振動高自停的原因是:當時操作人員現 場點檢,正在用手機接打電話,信號受到干擾。我 們通過后續停機進行模擬測試,印證了此原因。
2)后面振動高自停的原因是:2017 年 2 月該液化
裝置進行大修時發現高溫膨脹機轉子葉輪磨損嚴 重(見圖 4),考慮無葉輪備件僅更換新主軸,進行 動平衡調教,大修開機后其振動值一直處于 20μm 左右高位。由此可見其機械性能受葉輪系統的影響 確實大打折扣,機械性能受系統影響較大、較敏感。連續運行數月后,其臨界轉速發生偏移。轉子在慢 速通過該區時失穩。

圖 4 高溫膨脹機增壓端磨損的葉輪照片
3)考慮設備在停機前能夠到達滿負荷工作狀態, 同時,在 4 月 30 日當天幾次開機過程中,各項機 械運行指標未見異常,證明機械設備本身沒有致命 的問題,具備優化操作后開機基本條件。
4)4 月 30 日 7:55 分的停機從數據來看疑似喘振, 喘振原因疑似為入口過濾器因氣液夾帶堵塞,但從 拆卸短管檢查來看并未有發現相關證據。2.3 工藝操作優化調整要點
經過 2017 年 5 月 1 日凌晨成功加載升速開機, 我們總結了幾點,關于高低溫膨脹機在轉子失穩, 出現新的臨界轉速區的情況下,優化操作的關鍵 點,具體如下:
1)前序工藝中循環氮壓機出口壓力(正常運行 2.6MPa(G))在膨脹機升速中≥2.2MPa(G),確 保膨脹機得到持續的氣源保證。
2)高低溫膨脹機在啟機前如果是冷態開車,必須 在開機前對膨脹機加溫 20 分鐘左右,以確保高溫 膨脹機入口溫度-30℃以上,低溫膨脹機入口溫度 -115℃以上,以降低膨脹機加載時的負載。
3)高低溫膨脹機油壓維持 9.5~10bar。
4)確保密封氣與輪背差壓約 5bar,以確保背壓。
5)高溫膨脹機轉速在突破 22700rpm~27800rpm 第 二臨界轉速區后保持在 28500rpm 約 2 分鐘。將低 溫膨脹機導葉開度緩慢開至 30%同時關注低溫膨 脹機止推軸承溫度控制 80℃以內,高溫膨脹機振動控制在8~11μm。以確保后續突破新臨界轉速區前, 各項運行指標穩定。
6)高溫膨脹機在突破新轉速區時,必須在 2 分鐘 之內快速開大導葉至 48%,以確保高溫膨脹機快速 通過這個新增的臨界轉速區 — — 29000rpm~31000rpm,當快速通過該區后,穩定高溫 膨脹機轉速至 32500rpm,低溫膨脹機導葉緩慢開大 至 75%同時關小回流閥。
7)當液氮液氧產品進儲槽后,穩定 87%左右液化 負荷約 24 小時后再調整高溫膨脹機導葉至 55%, 期間循環氮壓機出口壓力逐步增至 25bar。上述過新臨界轉速區的優化措施一直到新的 轉子更換后才結束執行。
3、經驗總結
通過對 2017 年 4 月 30 日高低溫膨脹機異常停 機事件原因分析與總結,使得我們對 CRYOSTAR 品牌的 2TC120/32-AS 型膨脹機有了更深刻的了解 與認識。為了確保機組長周期安全穩定運行,出現 類似故障后能及時恢復生產,我們將多年以來對該 型膨脹機的運行維護經驗總結如下:
3.1 定期狀態監測與分析
從 2005 年開始至今,我們堅持對關鍵旋轉設 備進行頻譜、潤滑油品質以及趨近溫差等系統性監 測。一方面我們對設備能夠實時監控,另一方面, 我們保留了設備的監測大數據,為后續各項數據分 析提供了有效幫助。3.2 振動異常停機時處理思路
旋轉設備出現高振動異常停機后,我們必須明 確一點,不能盲目重新開機,必須進行機電儀的相 關檢查后才能重新開機,這樣可以避免事故擴大 化。該廠同一款機型在 2007 年 12 月的一次高振動 停機后,各專業并未對膨脹機進行檢查,懷有僥幸 心理盲目開機,當時因為后冷卻器泄漏,冷卻水進 入蝸殼,開機后導致軸承及轉子損壞,影響生產長 達近 20 天。
3.3 大數據分析在故障分析中的作用
設備運行時的各項數據作為設備基礎信息保 存后,為后續故障分析提供了第一手資料。能夠給 工程師判斷問題提供強有力保證。有些振動高的問 題確實不一定是機械設備本身的原因,和工藝數據 變化息息相關。
3.4 高低溫膨脹機定期維保
膨脹機在工業氣體行業作為關鍵設備,很多同 行覺得膨脹機可靠性高,沒有什么可以檢修的內 容,但是,數次血淋淋的教訓告訴我們,堅持定期維護,能夠及時發現潛在隱患,避免非計劃停機, 杜絕重大設備事故。對于膨脹機的檢修維護我總結 了如下經驗:
1) 安裝過程中管道清潔決定著膨脹機的正常使用 年限。
2) 增壓端入口法蘭與外部管道法蘭無應力檢查不 僅僅在安裝調試時需要,在年度性維護時同樣 需要進行。
3) 主油泵聯軸器檢查。
4) 高低溫膨脹機解體大修機會難得,建議對影響 密封效果的密封部件一次性整體更換,以避免 重復檢修的發生。
5) 開機前對膨脹端、增壓端底部排污口檢查的必 要性,以排除漏油或進水的可能。
6) 膨脹機現場就地柜單獨接地與屏蔽網的設置, 避免電話或對講機信號干擾。
4 結束語
作為液化裝置的核心,2TC120/32-AS 型膨脹機 的長期、安全、穩定連續運行對于液化裝置的生產 至關重要。在長期的實踐中,我們對其膨脹機或同 類似機型的運行與維護進行了眾多有益探索,部分 經驗具有推廣價值。特此撰文,供大家一起探討。
作者簡介:李享(1981—),男,2012 年畢業于中 南大學機械與電子工程專業,中級工程師,工程碩 士研究生,現從事空分設備與工程相關的管理工 作。
作者:李享
聯系電話:13975276614
單位:湖南中益邦達能源科技有限公司
郵編:411101
地址:湖南省長沙市瀏陽經開區百竹路 17 號
參考文獻:
[1] 現代空分設備技術與操作原理[M]. 杭州出版 社 , 毛紹融,朱朔元,周智勇主編, 2005
[2] 流體的熱物理性質[M]. 中國石化出版社 , 童 景山編著, 1996
[3] 機械設備故障診斷實用技術[M]. 中國石化出 版社 , 楊國安, 2007
[4] 設備故障診斷[M]. 化學工業出版社 , 沈慶根, 鄭水英主編, 2006
[5] 設備故障診斷原理、技術及應用[M]. 科學出 版社 , 黃文虎等編著, 1996



