1 引言
隨著產業信息技術的飛速發展,以提高綜合經濟效益為目標的綜合生產及管理的自動化成為必然趨勢。日本橫河電機公司在產品的設計制造、研究開發上提出了面向21世紀的ETS(Enterprise Technology Solution)概念,從企業的生產運行和綜合效益為出發點,充分滿足工廠的各種需求,以最先進的技術及最可靠的產品,為用戶提供從設計開發到現場服務的完善的優化的適用的綜合決策方案。CS(Concentrate Solution)就是來自于綜合和解決方案兩個含義。CS3000是一個功能齊全的系統,它綜合了各種控制、各種管理、各種自動化以及實時控制數據和其它信息數據。由于該系統具有極高的抗干擾和耐環境等特點,因此非常適用于電力、石化及化工行業的運行環境。本文根據某集團公司熱電廠5號鍋爐的工程實踐, 較詳細地介紹CS3000系統的組成和應用軟件組態的一些做法及體會。
2 CS3000集散型控制系統的配置和鍋爐工藝要求
2.1 配置設計
該熱電廠5號鍋爐控制系統配置了1臺工程師站,3臺操作員站(HIS),1臺冗余的現場控制站(FCS),2臺UPS。3臺操作員站(HIS)互為冗余對等配置,由于工程師站也可以作為操作員站使用,故相當于有4臺操作員站,均能獨立監視整個生產過程。每臺HIS都有自己的硬盤,可以存儲大量的數據,當系統中某臺HIS發生故障時,其他的任一臺HIS均可代替故障HIS完成操作監視任務。冗余的現場控制站(FCS)主要技術指標為:
(1) CPU:R3000(25MHz);存儲器:16M, 具誤碼校正功能; 數據保存:72小時(失電后)。FCS具有閉環控制、電機聯鎖控制、數據采集、數據處理存儲、報警等功能,可完成對生產流程的邏輯聯鎖,順序控制,分組啟動/停止,同時通過高速通道(V-NET,10Mbps)與中央控制室進行數據傳輸,接受來自操作人員的各種控制命令,完成檢測控制要求。系統的高速通道V-NET為冗余配置,能交替運行并不斷進行自檢,時刻保證系統的信息傳輸不間斷,并能在故障產生1s之內,將故障信息傳送至所有操作員站;修改后的軟件也通過控制網絡在線送至各操作員站顯示。此外,系統還配置了2臺UPS,組成雙機熱備形式。
(2) 工控對象:35t/h循環流化床鍋爐及給水除氧系統;
(3) 操作員站配置: DELL PC PⅣ/2.4G,256M,80G,22"CRT;
(4) 工控軟件:日本橫河電機公司LHSKM軟件包;
(5) 軟件環境:Windows 2000;
(6) I/O點數:AI=109, AO=26, DI=115, DO=76, TC=56, RTD=18;
(7) 控制回路:爐膛壓力控制,給水控制,給煤控制,風量控制,風壓控制,床溫控制,主蒸汽溫度控制,除氧器水位和壓力控制;
(8) 畫面名稱:總貌畫面,分組畫面,流程圖畫面,棒圖畫面,PID調整畫面,趨勢畫面,報警畫面,操作指導窗口畫面,系統維護畫面,報表畫面。
2.2 工藝要求
完成各檢測和控制參數的I/O組態,實現各控制回路的組態,能夠在線監控各運行參數,能夠在運行中修改PID參數,可查詢重要參數的歷史趨勢,打印報表。
3 控制系統描述
CS3000控制系統包括數據采集系統(DAS)、模擬量控制系統(MCS)、順序控制系統(SCS)、鍋爐爐膛安全監控系統(FSSS)、熱控系統少量與機組安全有關的常規顯示儀表、報警光字牌和后備操作設備(如:緊急停爐、緊急停機,汽包緊急放水等操作按鈕)。
3.1 數據采集系統(DAS)
DAS能連續采集和處理所有與機組有關的測點信號及設備狀態信號,及時向操作人員提供有關的運行信息,實現機組安全經濟運行。一旦機組發生任何異常工況,可及時報警,提高機組的可利用率。DAS具有下列功能:
(1) 顯示:包括操作顯示、成組顯示、棒狀圖顯示、趨勢顯示、報警、模擬圖顯示等;
(2) 制表記錄:包括定期記錄、事故追憶記錄、跳閘一覽記錄、操作一覽記錄等;
(3) 歷史數據存儲和檢索(HSR);
(4) 事件順序記錄(SOE)。
3.2 模擬量控制系統(MCS)
MCS控制系統將鍋爐一汽機一發電機組作為一個單元整體進行控制,使鍋爐和汽機同時響應控制要求,確保機組快速和穩定地滿足機組安全啟、停及定壓、滑壓運行的要求。
(1) MCS功能設計
●頻率協調:汽機轉速控制用于維持系統頻率的穩定。機組負荷指令能自動跟蹤實際測得的發電機負荷,以避免產生擾動。
●限制:機組最大負荷指令與鍋爐最大出力和汽機負荷能力相適應。提供燃料——風的導前/滯后和交叉限制控制功能。當被控容量或允許出力達到最大、最小限值時能發出閉鎖增、閉鎖減的控制信號。
●快速減負荷(RUN BACK):提供一次風機、二次風機、引風機、給水泵發生出力故障工況時的RUN BACK功能。每種RUNBACK有單獨的最大允許負荷或減負荷速率,以適應各種設備的動態特性。運行人員能通過CRT得到RUN BACK工況時的信息,所有的RUN BACK可自動完成。
(2) 控制特征
鍋爐主控將機組負荷指令以并行協調的方式轉化為對鍋爐燃料和風量的控制,并具有以下特點:
●為加快燃料量對負荷變化的響應,信號回路有速率可調的“加速”功能。
●系統按加負荷時,先加風、后增加燃料量;減負荷時,先減少燃料、后減少風量的原則設計。鍋爐指令按可供的風量來限制燃料量出力,以保證燃料量不高于風量。
●鍋爐指令按送入鍋爐的總燃料量(包括所有輔助燃料)來限制風量,以保證風量不低于燃料量對風量的需求。
●根據燃料的不同發熱量進行修正。
3.3 順序控制系統(SCS)
順序控制系統SCS進行自動順序操作,目的是為了在機組啟,停時減少或取消操作人員的常規操作和縮短機組的啟停時間。
SCS控制范圍包括在控制室內監視和控制機組所有的輔機、閥門和擋板及設備保護和聯鎖。所設計的子組級程控進行自動順序操作,可在機組啟、停時減少操作人員的常規操作。在可能的情況下,各子組項的啟、停能獨立進行。
SCS系統用于啟動/停止上述的機組系統中的子組。一個子組被定義為由一些相關設備組成的完成某些功能的設備組合,如一臺風機及其所有相關設備(包括風機潤滑油泵、出口/入口擋板等)。這些設備之間有聯鎖控制關系,SCS可以通過自動/手動的方式完成一個子組的啟動/停止控制和在事故狀態下緊急處理。 操作人員可以改變子組的運行/控制方式。在手動方式下,操作人員可以操作子組中的所有設備。在自動運行方式下,如出現故障/人工中斷指令,子組控制程序中斷,停止在中斷位置或恢復到安全狀態。
對于每一個子組項及其相關設備,它們的狀態、啟動許可條件、操作順序和運行方式,均能在CRT上顯示出系統畫面。為了在日常維護時機組能正常運行,減小操作人員的勞動強度,及減少啟/停時間,每個設備的子項順序控制均設計為可執行自動方式,并提供每個子項的手動操作功能。CS3000系統對于每一個子組項都有相應的畫面對應。這些畫面顯示子組項的工藝流程,目前子組項停留在哪一步及停留時間,子組項是在自動運行還是在手動運行,及相應的許可條件。
3.4 鍋爐安全監控系統(FSSS)
FSSS包括燃燒器控制系統(BCS)和燃料安全系統(FSS)。由FSSS完成鍋爐自動點火、燃燒器管理及爐膛安全保護的所有功能。爐膛安全監控系統能適應鍋爐的運行方式和各種工況以及不同的負荷需求。當運行工況不符合要求或有不穩定趨勢時,依照規定的運行工序,保護動作跳閘,以避免鍋爐不正常運行。并符合以下要求:
(1) 爐膛安全監控系統符合NFPA標準的有關要求;
(2) 爐膛安全監控系統包括完整的聯鎖、保護和自診斷功能。重要設備(如處理器模件)采用冗余設計;
(3) 在CRT上提供運行所需的各種圖形顯示信息,以便操作員使用順序操作或當必要時采用手動控制。手動控制時給出操作指導,這些指導給出要執行的下一步及程序的進程。信息顯示隨狀態變化在CRT上做出不同的彩色顯示并配有曲線說明。聯鎖保護將最大限度地防止或減少由于設備或某部件的非正常工作而造成的危險因素;
(4) 系統提供SOE所需的事故順序接點輸入信號。
CS3000過程控制系統構成如圖1所示,主要組成部件有:工程師站(EWS)、操作員站(HIS)、現場控制站(FCS)、過程控制網(V-NET)、打印機(PRT)。
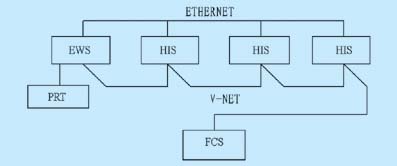
圖1 CS3000過程控制系統配置框圖
4 LHSKM軟件包的主要特點和組態方法
CS3000系統提供完整的、滿足工藝要求的LHSKM軟件包,包括實時操作系統和各種應用程序以及用戶所需的批量控制有關的軟件。系統組態、生成、應用軟件均通過圖形界面和交互式菜單會話方式,十分方便快捷,工程師站提供了CAE計算機輔助工程及填表的組態方式。模擬控制回路組態可采用Control Drawing一邊畫控制方案圖,一邊輸入數據的方式,順序控制可采用邏輯圖、順控表及面向批量和順控的高級語言的方式。設計和組態工作可同步進行,簡化了工作流程。豐富的用戶自定義宏功能,使組態更加容易和高效。
4.1 主要功能
(1) 儀表,電氣控制功能;
(2) 控制Drawing:200個/FCS;
(3) 控制Block:8000個/FCS;
(4) 連續控制與演算功能;
(5) 順序控制功能;
(6) 面板顯示功能;
(7) 與PLC、Field-Bus等通訊功能;
(8) 連續控制。
4.2 算法
(1) 過程算法
過程控制器可以完成基本的調節和先進的控制,控制器能夠提供以下算法:
●各種PID控制,(如: 采樣PI,帶批量開關的PID,自整定PID等);
●開方/平方;
●加/減/乘/除四則運算;
●分段線性化;
●超前/滯后;
●延時;
●高/中/低選擇;
●變化率限制;
●質量流量補償運算;
●累積/平均;
●采樣和保持;
●用戶自定義的功能塊。
(2) 離散算法
在離散控制中主要提供了以下算法:
●開關控制;
●與或非邏輯;
●計數/計時。
4.3 組態過程
鍋爐監控軟件的編制組態過程可按以下步驟進行
(1) 以工程設計圖紙為基礎確定監控系統的I/O參數表,在組態各參數時需確定每個參數的通道、數據類型、參數范圍、報警上下限及安全機制等,此項工作涉及硬件系統的選型和設計。
(2) 以工程項目的實際情況為依據,進行監控畫面的組態設計,其中需要:
●確定畫面的數量;
●確定各畫面內的參數名稱、量程;
●根據設計中的監控要求編制系統運行程序,該程序包括:系統啟動程序、系統周期性運轉程序和系統結束程序;
●確定監控組態程序的安全機制。
(3) 根據需要設計組態系統趨勢畫面;
(4) 根據需要設計組態系統報警模塊;
(5) 根據需要設計組態系統DDE模塊,做好數據鏈接工作。
4.4 LHSKM軟件包在鍋爐監控中的應用
根據工程的實際需求,系統共設置20余幅監控畫面,以下介紹各主要畫面的內容、功能及操作方法:
(1) 總貌畫面
總貌畫面將本項目絕大多數運行參數的實時值均組態于繪有鍋爐工藝過程的立體畫面中,參數值顯示在鍋爐相應的位置上,操作者可在畫面上對鍋爐及相應設備的運行狀況、報警情況一目了然。組態中還對工藝管路和風機傳動等采用動態方式進行處理,使畫面效果更加形象逼真。
(2) 控制畫面
在控制畫面中采用與普通電動調節器儀表相類似的形式來表示控制器,使操作者易于接受,每個調節器面板上設有手/自動切換開關、回路設定值、參數運行值、控制輸出值、閥位反饋值,這些數值均采用棒狀色帶和數字量同時顯示。
(3) 參數畫面
畫面內設有鍋爐及相應設備各部位煙氣溫度、進出水溫度、蒸汽溫度、進出水壓力、流量等顯示儀表。
(4) 趨勢畫面
在趨勢畫面組態時,將鍋爐進出水溫度和壓力、爐膛負壓等重要參數列入趨勢曲線,可監測各參數的歷史趨勢。
(5) PID參數畫面
每個控制回路的PID參數均需要在調試時予以調整,可用鼠標器或直接鍵入數據修改比例、積分、微分及積分飽和控制值,使調節回路特性滿足工藝運行要求。
(6) 報表畫面
采用報表格式將需要記錄的工藝參數以及報警狀態放入專用表格內,并設置日期和時間。
5 結束語
技術先進、性能可靠、易于擴展、開放性局域網結構、成熟高效簡捷的工程組態方式這些是CS3000集散型控制系統的主要特點,也是筆者對某集團公司熱電廠5號鍋爐過程控制系統選型的著眼點。通過在LHSKM軟件包基礎上編制組態鍋爐監控軟件并將其投入運行,使筆者更加深入了解了工控軟件在使用中的應用方法和特點,這套集散型控制系統于2005年2月完成安裝調試及試運行,現已正常運行一年多時間。隨著該系統的穩定運行和不斷開發完善,在生產和管理上起著控制生產設備、保證產品質量、提高生產效率、加強科學管理和輔助科學決策的作用,對企業提高競爭能力,獲取經濟效益將起重要的促進作用。